
Mintex Industrial Supply
500X Pressure Relief Valve
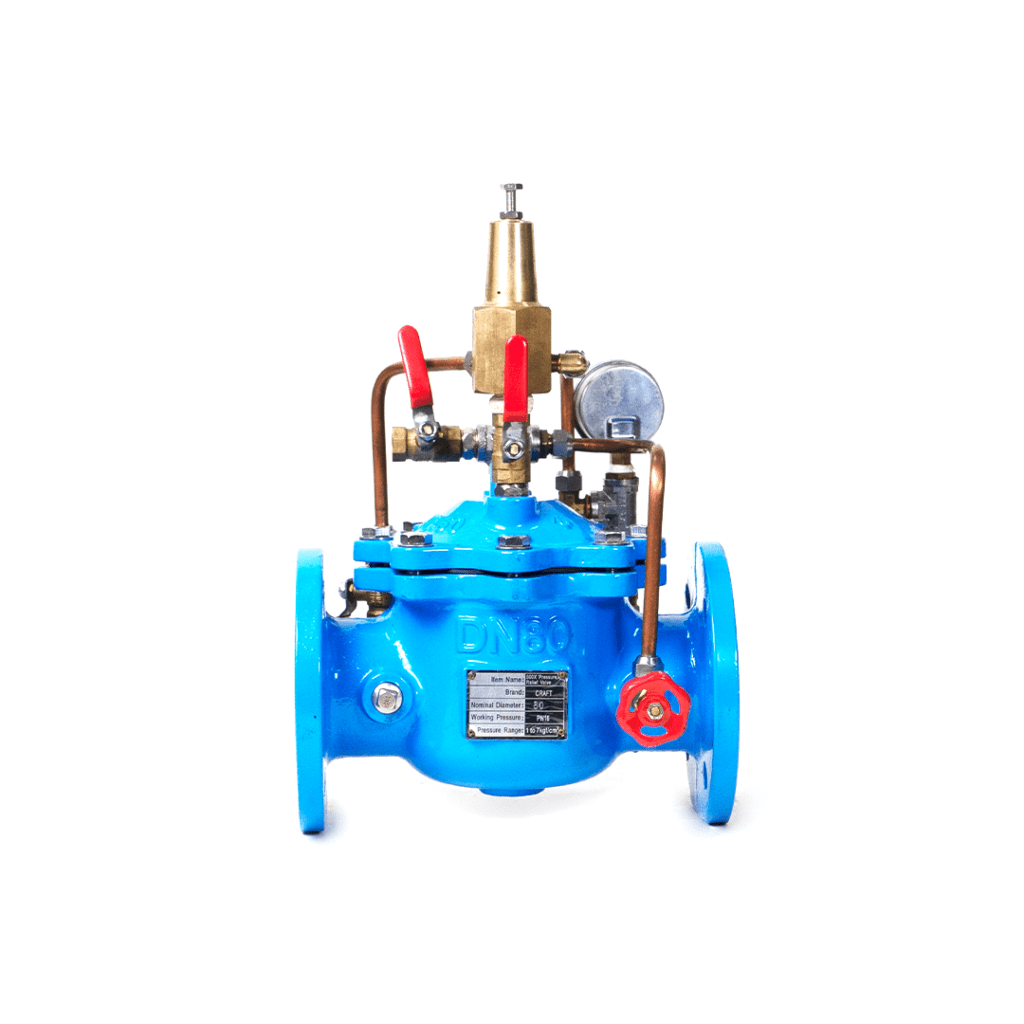
500X Pressure Relief Valve
100 in stock
Couldn't load pickup availability
The 500X Pressure Relief Valve is designed to protect systems from overpressure by automatically releasing excess pressure to maintain a safe operating level. These valves are essential in various industries and applications to prevent equipment damage and ensure safety.
Product Applications for 500X Pressure Relief Valve
-
Boiler Systems
- Purpose: Installed in steam boilers to prevent excessive pressure buildup that can lead to catastrophic failures or explosions.
- Reason: The pressure relief valve opens when the internal pressure exceeds a preset limit, allowing steam to escape and reducing pressure to safe levels.
- Benefit: Protects boiler systems from dangerous overpressure situations, ensuring safe operation and compliance with safety regulations.
-
Hydraulic Systems
- Purpose: Used in hydraulic systems to prevent overpressure conditions that could damage hydraulic components like pumps, hoses, and actuators.
- Reason: The 500X valve automatically releases fluid when pressure exceeds a specific threshold, preventing system failure and maintaining operational safety.
- Benefit: Enhances the reliability and longevity of hydraulic equipment, reducing maintenance costs and improving safety in hydraulic applications.
-
Chemical Processing Plants
Purpose: Deployed in chemical processing systems to protect reactors, tanks, and pipelines from excessive pressure due to thermal expansion or chemical reactions.
Reason: The pressure relief valve opens to vent gases or liquids when pressure rises above the safe operating level, preventing equipment damage or hazardous spills.
Benefit: Ensures the safe operation of chemical processes, protects personnel and the environment, and reduces the risk of accidents associated with overpressure conditions.