
Mintex Industrial Supply
Forged Lift Check Valve
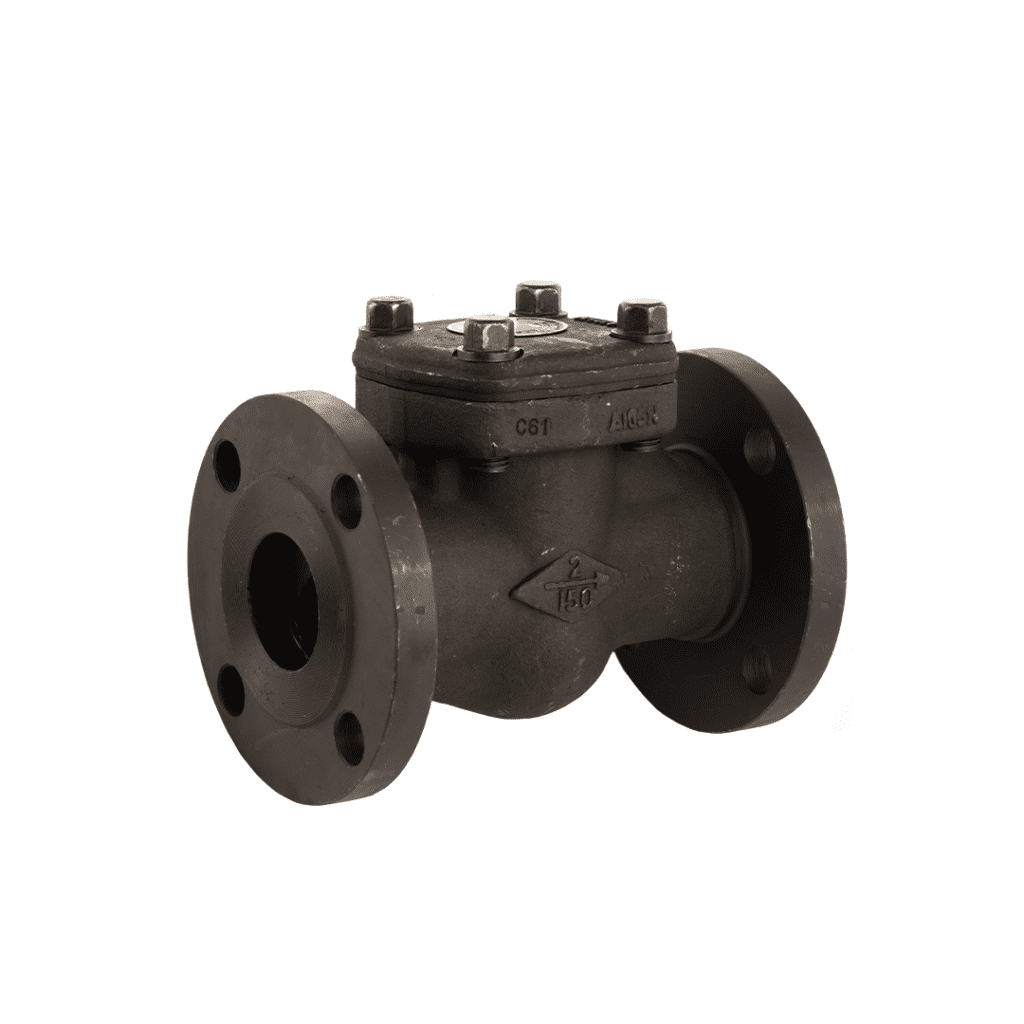
Forged Lift Check Valve
100 in stock
Couldn't load pickup availability
A Forged Lift Check Valve is designed to allow fluid to flow in one direction while preventing backflow, making it ideal for systems where reverse flow could cause damage or inefficiency. The valve operates automatically, with the disc lifting to allow flow and dropping back into place to block reverse flow. Forged construction provides added strength and durability, making it suitable for high-pressure and high-temperature applications.
Product Applications for Forged Lift Check Valve
-
High-Pressure Steam Systems
Purpose: Used in high-pressure steam lines to prevent reverse flow of steam, which could cause damage to equipment like boilers and turbines.
Reason: The forged lift check valve’s robust construction makes it suitable for high-temperature and high-pressure environments, while its automatic operation ensures steam flows in the desired direction without manual intervention.
Benefit: Protects sensitive equipment from backflow, ensuring system efficiency and safety in steam generation and distribution systems.
-
Oil and Gas Pipelines
- Purpose: Installed in oil and gas transmission pipelines to prevent backflow of liquids or gases, protecting pumps, compressors, and other downstream equipment.
- Reason: Forged lift check valves are designed to handle the high pressures and corrosive nature of fluids in the oil and gas industry, making them ideal for preventing backflow and ensuring smooth, safe operation of the pipeline.
- Benefit: Ensures reliable flow control in critical energy infrastructure, minimizing the risk of damage to expensive equipment and reducing maintenance costs.
-
Chemical Processing Plants
Purpose: Used in chemical processing lines to prevent the backflow of hazardous or corrosive chemicals that could damage equipment or contaminate product streams.
Reason: The forged construction offers enhanced resistance to corrosion and mechanical stress, while the lift check valve design prevents backflow without requiring complex control systems.
Benefit: Protects both the integrity of the processing system and the safety of workers by preventing chemical backflow, ensuring safe and efficient operation in chemical plants.